+86 18068787495
[email chroniony]
Angielski
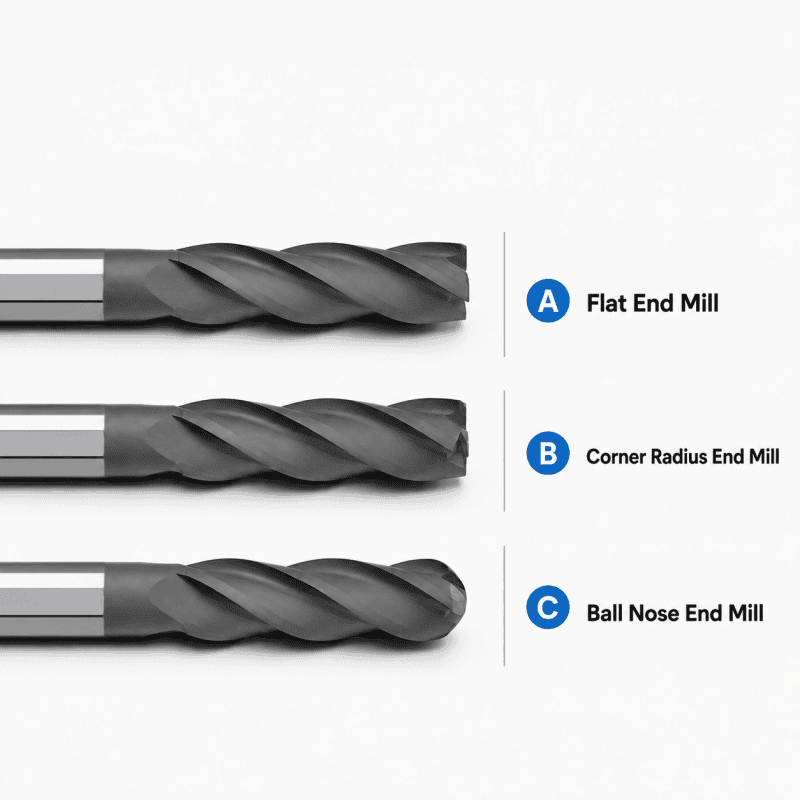
Obróbka grafitu wymaga czegoś więcej niż tylko wyboru frezu z powłoką diamentową. Kształt frezu trzpieniowego wpływa również na gładkość powierzchni, jakość krawędzi, trwałość narzędzia i dokładność obróbki. W przypadku elektrod grafitowych i elementów grafitowych do form, frezy walcowo-czołowe, frezy walcowo-czołowe z promieniem naroża oraz frezy walcowo-czołowe z czubkiem kulistym należy dobierać w zależności od cech detalu i etapu obróbki.
Stal H13 staje się znacznie trudniejsza do frezowania po obróbce cieplnej, ponieważ jej twardość, opór skrawania i obciążenie krawędzi znacznie wzrastają. Wybór odpowiedniego frezu trzpieniowego do hartowanej stali H13 wymaga więcej niż tylko sprawdzenia nazwy materiału; należy wziąć pod uwagę rzeczywistą twardość, etap obróbki, geometrię frezu, sztywność ustawienia i wymagania dotyczące wykończenia powierzchni.
Wykończenie powierzchni jest jednym z głównych problemów podczas frezowania stali hartowanej HRC60–68, szczególnie w obróbce wykańczającej form i precyzyjnej obróbce gniazd. Niska jakość wykończenia jest często związana z wibracjami, zużyciem narzędzia, biciem, nieodpowiednią geometrią frezu lub niestabilnymi warunkami skrawania. Poprawa jakości powierzchni wymaga zarówno odpowiedniego frezu trzpieniowego o wysokiej twardości, jak i stabilnego procesu obróbki.
Frezowanie stali hartowanej HRC60–68 jest wrażliwe na drgania, ponieważ krawędź skrawająca pracuje pod dużym naciskiem i ma niewielką tolerancję na niestabilne skrawanie. Redukcja drgań nie polega tylko na zmianie parametrów skrawania, ale również na sztywności narzędzia, geometrii frezu, stabilności ustawienia i kontrolowanej ścieżce skrawania.
Stale hartowane HRC60, HRC65 i HRC68 należą do grupy stali o wysokiej twardości, ale nie stawiają frezom czołowym takich samych wymagań. Wraz ze wzrostem twardości, zużycie narzędzia, wykruszanie krawędzi, stabilność powłoki i sztywność mocowania stają się coraz bardziej krytyczne, szczególnie w przypadku frezowania stali hartowanej na formy.
Wykruszanie się jest jednym z najczęstszych problemów podczas frezowania stali hartowanej HRC 60–68. W obróbce stali formowej o wysokiej twardości przyczyną zazwyczaj nie jest sam frez, ale połączenie twardości materiału, wytrzymałości krawędzi skrawającej, sztywności uchwytu narzędzia, geometrii frezu i skrawania.
Obróbka hartowanej stali formowej o twardości 60–68 HRC stawia znacznie wyższe wymagania krawędzi skrawającej niż w przypadku zwykłej stali formowej. W przypadku materiałów takich jak H13, NAK80, S136 i 718H, frez trzpieniowy należy dobrać na podstawie rzeczywistej twardości, stanu obróbki cieplnej, etapu obróbki i cech detalu, a nie tylko nazwy materiału.
Frezowanie stopów tytanu często wiąże się z dużym obciążeniem krawędzi skrawającej, ponieważ trudno jest jednocześnie kontrolować temperaturę, przepływ wióra i stabilność skrawania. Aby wydłużyć żywotność frezu trzpieniowego, należy skupić się nie tylko na samym frezie, ale także na odpowiedniej powłoce, konstrukcji rowka wiórowego, geometrii narzędzia, sztywności ustawienia i stabilnych warunkach obróbki.
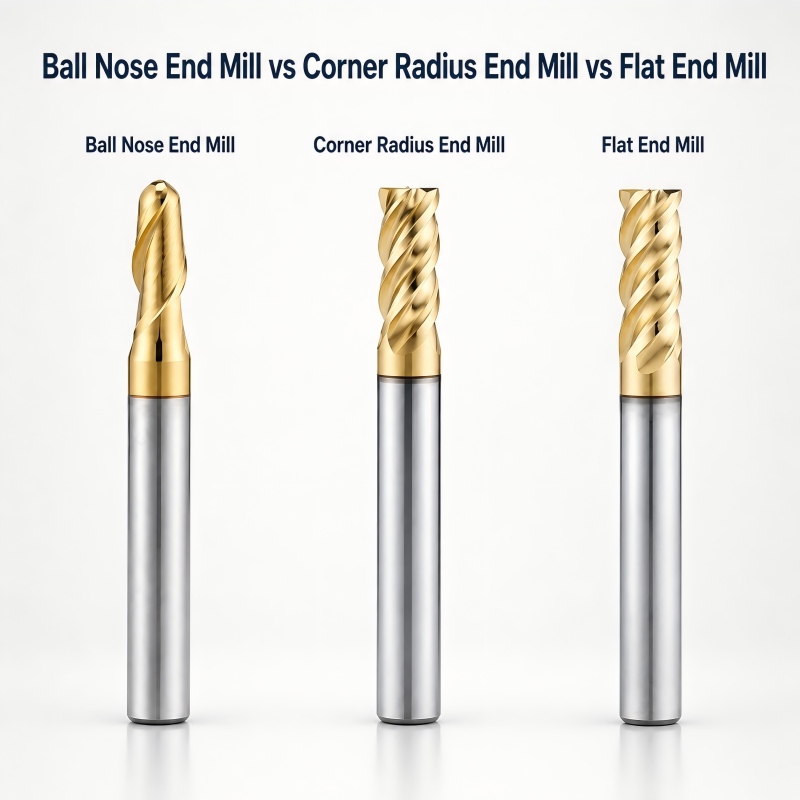
Kształt frezu odgrywa ważną rolę we frezowaniu stopów tytanu, ponieważ płaskie powierzchnie, zakrzywione kontury i mocniejsze podparcie krawędzi wymagają różnych konstrukcji narzędzi. W tym przewodniku porównano frezy walcowo-czołowe płaskie, kuliste i z promieniem naroża, aby pomóc w wyborze odpowiedniego typu frezu do różnych zadań obróbki stopów tytanu.
Stop tytanu jest trudny w obróbce, ponieważ nagrzewanie, odprowadzanie wiórów, przyleganie materiału i zużycie narzędzia często występują jednocześnie. Zrozumienie tych trudności w obróbce pomaga wyjaśnić, dlaczego dedykowany frez trzpieniowy do stopu tytanu o odpowiedniej geometrii, powłoce i kontroli wiórów sprawdza się lepiej niż frez uniwersalny.
Stop tytanu jest trudny w obróbce, ponieważ ciepło skrawania utrzymuje się blisko krawędzi narzędzia, odprowadzanie wiórów może być niestabilne, a frez musi zachować wytrzymałość krawędzi przy wysokim ciśnieniu skrawania. Ten poradnik wyjaśnia, jak wybrać najlepszy frez trzpieniowy do stopu tytanu w oparciu o geometrię narzędzia, wydajność powłoki, kontrolę wiórów i cel obróbki.
Obróbka stali hartowanej wymaga czegoś więcej niż tylko wyboru twardego narzędzia skrawającego. Odpowiedni frez trzpieniowy CBN powinien być dobrany do twardości obrabianego przedmiotu, etapu obróbki, geometrii części i stabilności ustawienia, aby narzędzie zachowało odporność na zużycie, wytrzymałość krawędzi i spójną jakość wykończenia.
Kontakt
*Szanujemy Twoją prywatność. Podając nam swoje dane kontaktowe, wyrażasz zgodę na kontakt wyłącznie zgodnie z naszymi Polityka prywatności.
Kontynuując korzystanie z witryny, wyrażasz zgodę na nasze Politykę prywatności Regulamin.