+86 18068787495
[email protected]
English
Achieving a mirror surface on 6061 aluminum is often hindered by built-up edges and chatter. This guide details how the AEX single-flute end mill enables one-step high-gloss machining, offering process optimization and tool maintenance standards to eliminate costly manual polishing in 3C manufacturing.
For engineers in high-volume 3C manufacturing, stainless steel burrs are a major bottleneck. This guide explores how to eliminate exit and roll-over burrs at the source by optimizing cutting geometry, tool paths, and parameters with the TEX series end mill, helping you reduce manual deburring costs and increase throughput.
Milling AISI 316 stainless steel often results in premature tool failure due to built-up edge and thermal wear. This wear test evaluates the performance of the TEX series end mill under dry cutting and flood coolant conditions, providing data-driven insights into tool life, surface finish, and total cost of ownership to optimize your machining strategy.
This guide provides a systematic decision-making framework to help you precisely match end mill specifications to various mold steel hardness levels and specific machining requirements. By understanding the interaction between material properties and cutting strategies, you will be able to minimize tool wear, optimize cycle times, and maximize overall manufacturing efficiency in complex mold production.
We highlight the top 10 global tooling giants and specialized manufacturers shaping the future of high-performance milling. Optimize your industrial workflows and achieve peak productivity with our expert industry insights.
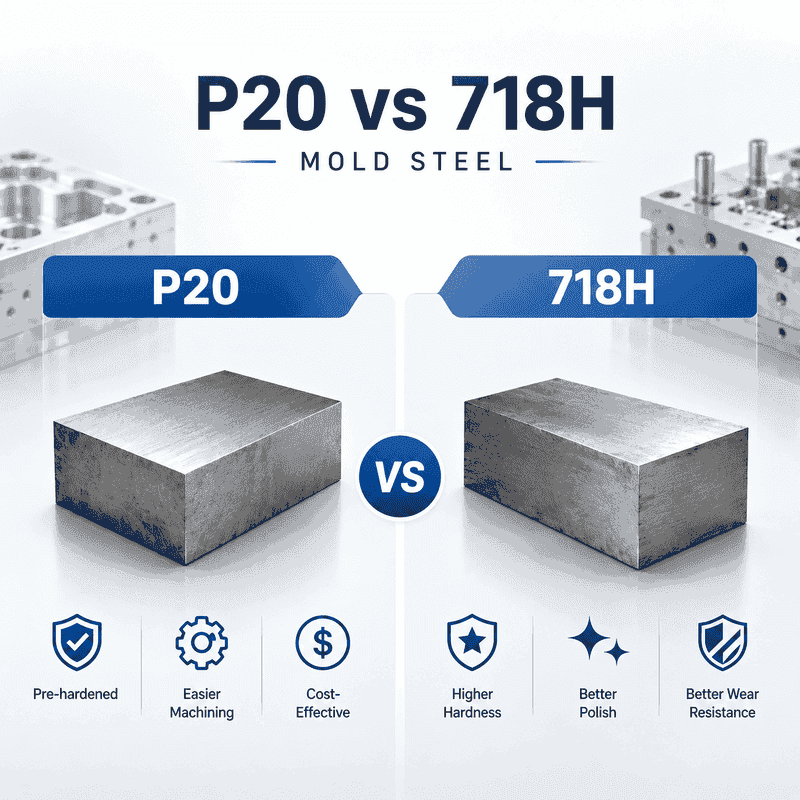
P20 and 718H are widely used for plastic molds and precision mold components, but they should not automatically be machined with identical tools and cutting conditions. The right end mill depends on the supplied hardness, block size, mold feature, machining stage, setup rigidity, and required surface quality.
Achieving a consistent surface finish in pre-hardened mold steel requires more than reducing the feed rate. Tool condition, cutter shape, runout, finishing allowance, step-over, toolholding rigidity, and workpiece hardness all influence the final result. A stable process can reduce polishing work and improve mold accuracy.
Dimensional accuracy is critical in graphite electrode machining because small errors in the electrode can affect the final EDM result. Tool wear, cutter shape, runout, dust buildup, and unstable finishing conditions can all change the final size of graphite features. A stable process and the right graphite end mill help maintain accuracy from roughing to finishing.
Surface finish is an important factor in graphite electrode milling because it affects electrode quality, dimensional consistency, and later EDM performance. To achieve a smoother graphite surface, manufacturers need to control tool wear, cutter shape, step-over, feed marks, dust evacuation, and machining stability.
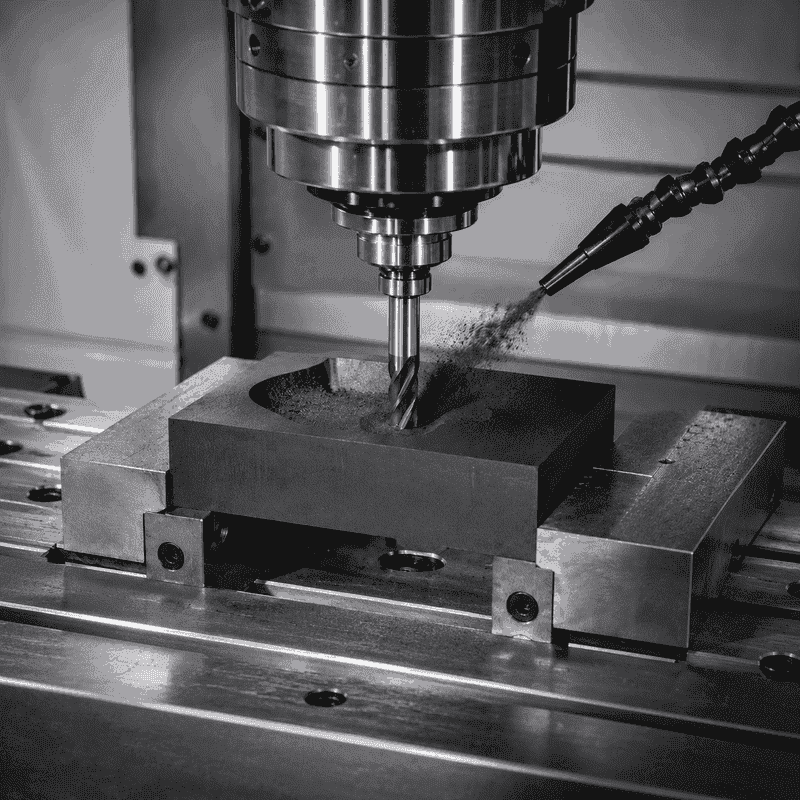
Graphite is easy to cut, but it is highly abrasive to cutting tools. In graphite electrode machining, fast tool wear can affect surface finish, dimensional accuracy, and tool life. Understanding the main wear patterns helps choose a more suitable graphite end mill and maintain a more stable machining process.
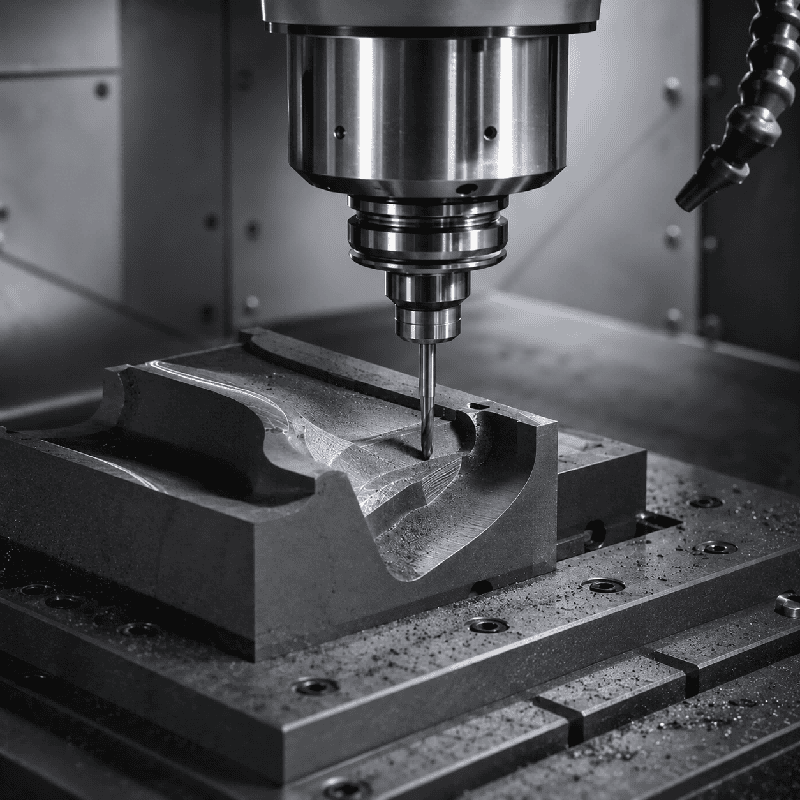
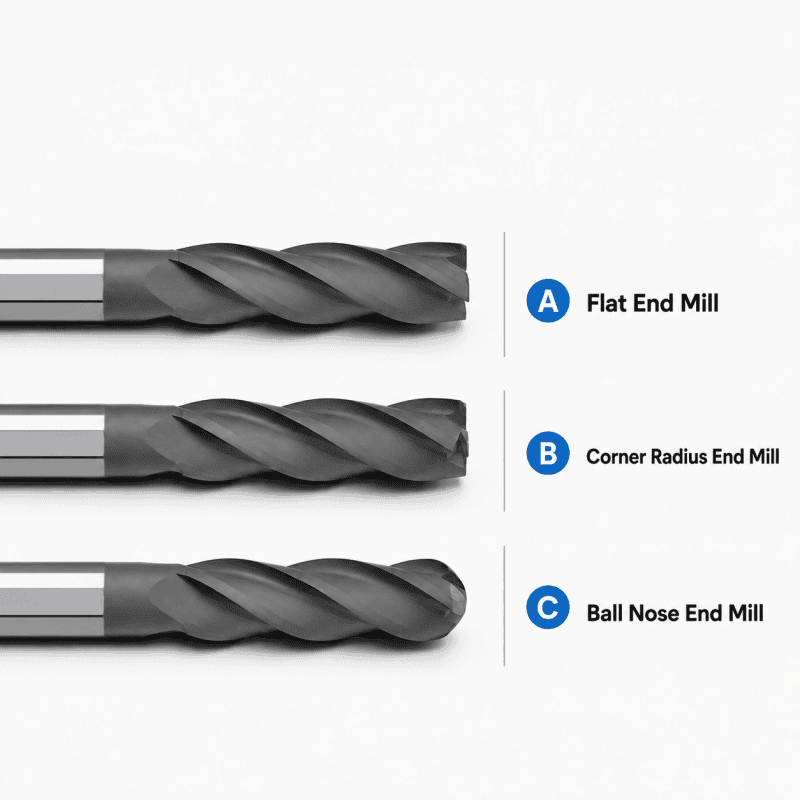
Graphite machining requires more than choosing a diamond-coated cutter. The end mill shape also affects surface finish, edge quality, tool life, and machining accuracy. For graphite electrodes and mold-related graphite parts, flat end mills, corner radius end mills, and ball nose end mills should be selected according to the part feature and machining stage.
H13 steel becomes much more difficult to mill after heat treatment because hardness, cutting resistance, and edge load increase significantly. Choosing the right end mill for hardened H13 requires more than checking the material name; the actual hardness, machining stage, cutter geometry, setup rigidity, and surface finish requirement should all be considered.
Contact Us
*We respect your privacy. When you submit your contact information, we agree to only contact you in accordance with our Privacy Policy.
By continuing to use the site you agree to our privacy policy Terms and Conditions.