+86 18068787495
[email protected]
English
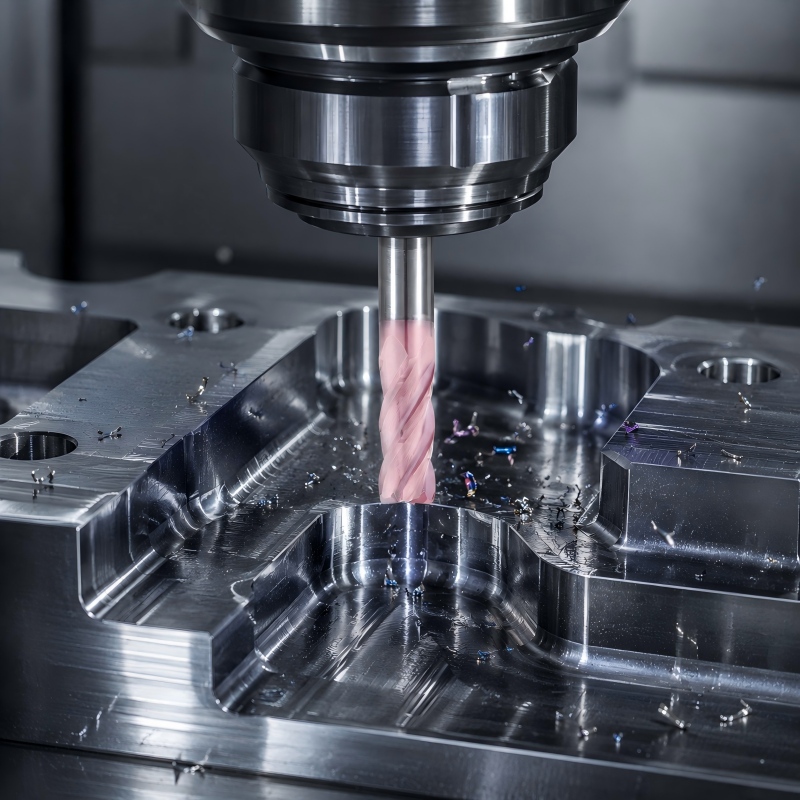
Surface finish is one of the main concerns in HRC60–68 hardened steel milling, especially in mold finishing and precision cavity machining. Poor finish is often related to vibration, tool wear, runout, unsuitable cutter geometry, or unstable cutting conditions. Improving surface quality requires both a suitable high-hardness end mill and a stable machining process.
HRC60–68 hardened steel milling is sensitive to vibration because the cutting edge works under high pressure and has little tolerance for unstable engagement. Reducing chatter is not only about changing cutting parameters; it also depends on tool rigidity, cutter geometry, setup stability, and a controlled cutting path.
HRC60, HRC65, and HRC68 hardened steel all belong to high-hardness machining, but they do not place the same demand on an end mill. As hardness increases, tool wear, edge chipping, coating stability, and setup rigidity become more critical, especially in hardened mold steel milling.
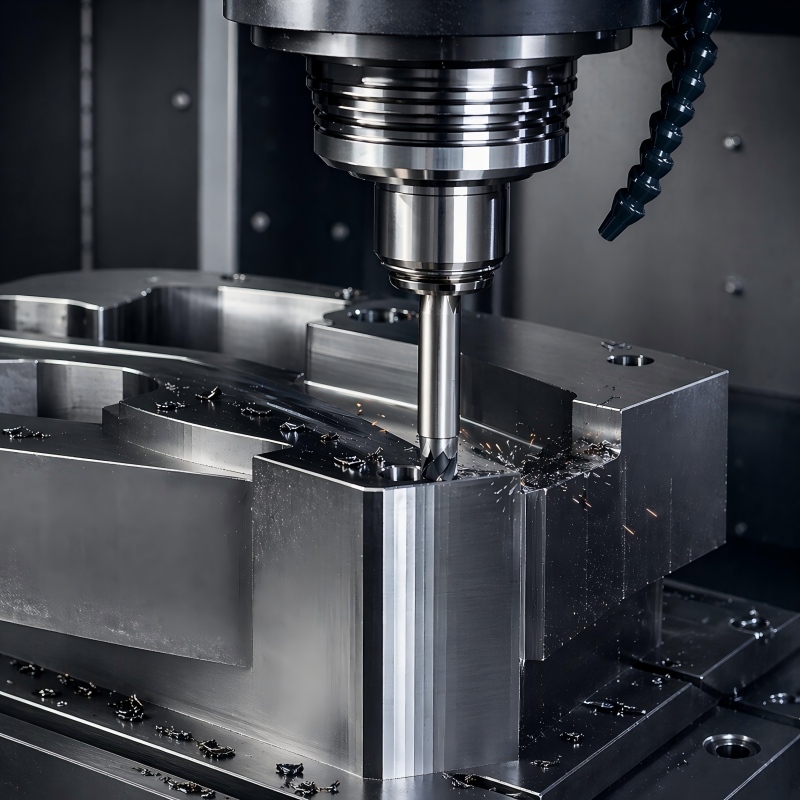
Chipping is one of the most common problems when milling HRC 60–68 hardened steel. In high-hardness mold steel machining, the cause is usually not the cutter alone, but the combination of material hardness, edge strength, toolholding rigidity, cutter geometry, and cutting engagement.
Machining hardened mold steel in the HRC 60–68 range places much higher demands on the cutting edge than general mold steel. For materials such as H13, NAK80, S136, and 718H, the end mill should be selected based on actual hardness, heat treatment condition, machining stage, and part feature—not only by material name.
Titanium alloy milling often puts heavy stress on the cutting edge because heat, chip flow, and cutting stability are difficult to control at the same time. To improve end mill tool life, the focus should not be only on the cutter itself, but also on coating suitability, flute design, tool geometry, setup rigidity, and stable machining conditions.
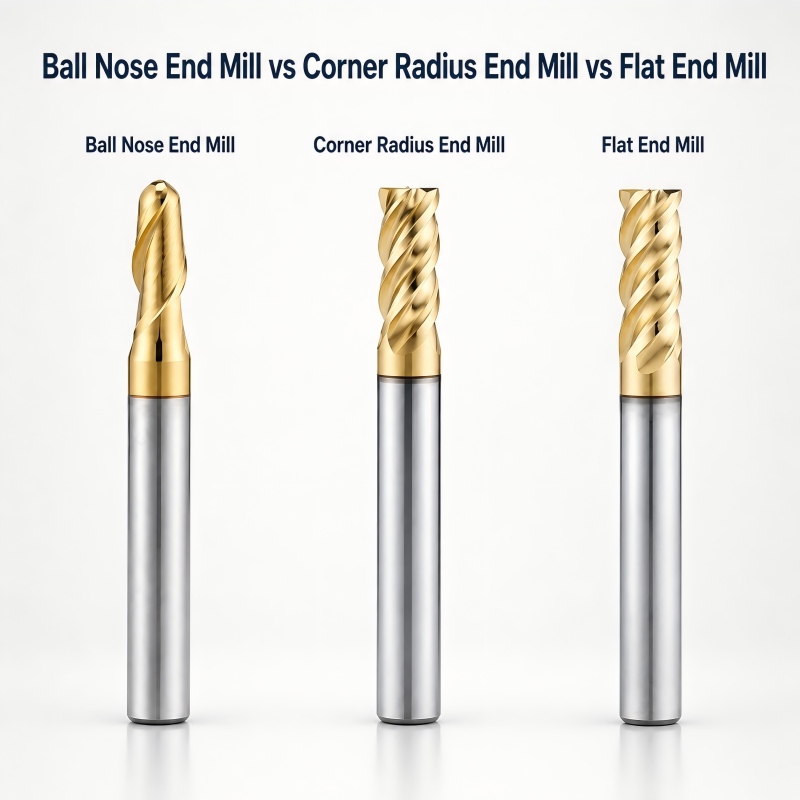
Cutter shape plays an important role in titanium alloy milling because flat surfaces, curved contours, and stronger edge support require different tool designs. This guide compares flat, ball nose, and corner radius end mills to help choose the right cutter type for different titanium alloy machining tasks.
Titanium alloy is challenging to machine because heat buildup, chip evacuation, material adhesion, and tool wear often happen together. Understanding these machining difficulties helps explain why a dedicated titanium alloy end mill with suitable geometry, coating, and chip control performs better than a general-purpose cutter.
Titanium alloy is difficult to machine because cutting heat stays near the tool edge, chip evacuation can become unstable, and the cutter must maintain edge strength under high cutting pressure. This guide explains how to choose the best end mill for titanium alloy based on tool geometry, coating performance, chip control, and machining purpose.
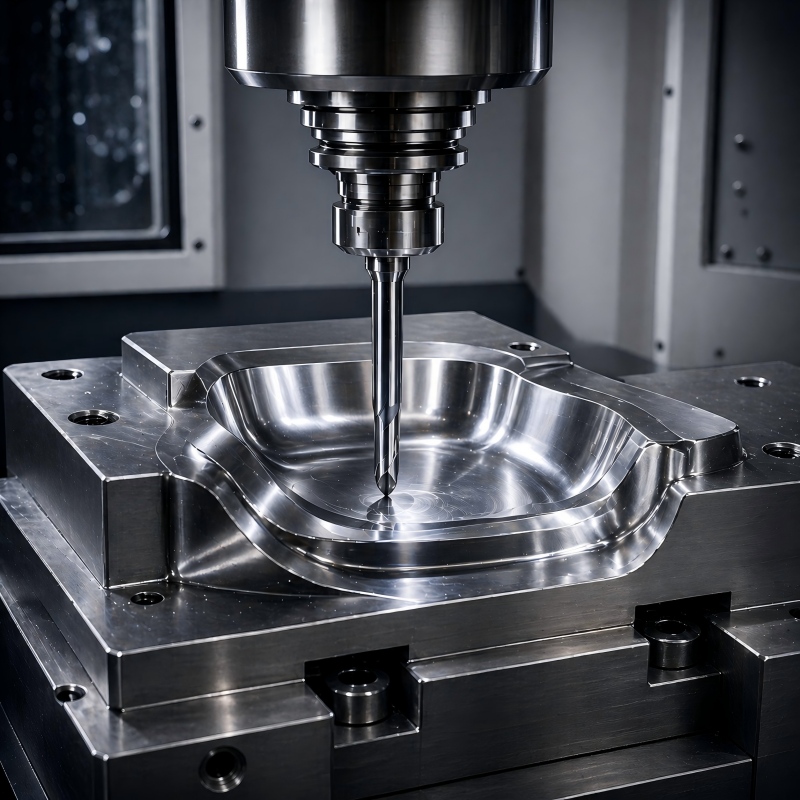
Quenched steel machining requires more than simply choosing a hard cutting tool. The right CBN end mill should match the workpiece hardness, machining stage, part geometry, and setup stability so the tool can maintain wear resistance, edge strength, and consistent finishing performance.
CBN end mills can deliver stable performance in hardened and quenched steel, but they are sensitive to tool selection, cutting conditions, and setup stability. When chipping or fast wear appears too early, the cause is often not the tool material alone, but a mismatch between hardness, geometry, engagement, and machining stability.
Workpiece hardness is usually the first signal that determines whether CBN is worth considering. When carbide wear, surface finish, or dimensional stability becomes difficult to control in hardened steel or quenched steel, the hardness range should be evaluated together with machining stage, tool geometry, and setup rigidity.
Contact Us
*We respect your privacy. When you submit your contact information, we agree to only contact you in accordance with our Privacy Policy.
By continuing to use the site you agree to our privacy policy Terms and Conditions.